Sanjay M Mahajani
-
sanjaym@che.iitb.ac.in




Education
Research
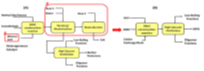
Process Intensification through Multifunctional reactors
Multifunctional reactors combine reactor with other unit operation such as distillation, adsorption, stripping etc. These have several advantages such as reduction in capital cost, increasing selectivity and conversion and decrease in overall cost of the process. Initially, feasibility studies are performed using both experimental and theoretical investigations in several multi-functional reactors such as reactive distillation, reactive chromatography and extractive reactions for industrially important processes (esterification reactions, etherification reactions etc). The mathematical models are developed, and are validated using experimental results. Geometric methods or simulator-based design methodologies have been proposed which give good initial estimates of the economics of proposed process with its conventional counterparts.

Green chemistry and Green Engineering for the production of fine chemicals
Both green chemistry and engineering are the important elements of sustainable development. In my group, we work on converting the existing environment unfriendly reaction to their clean and neat counterparts through catalyst identification/development or process intensification. The reactions of interest are liquid phase or Gas-liquid reactions with catalysts such as metal oxides, zeolites, and ion exchange resins. Developing green processes from bio feedstock such as furfural is also of interest to us. The work elements include catalyst characterization, generation of kinetic data, improvement of performance by manipulation of catalyst composition or by reaction conditions, design of reactors, downstream processing and techno-enviro economic feasibility. Some of the products include, carboxylic esters, ethers, substituted aromatics/heterocycles, methyl pentenone, styrene oxide etc.
Circular economy (CE) and waste management
In this area, we identify the scope and opportunity for CE in the existing manufacturing processes that generate huge amounts of waste, and work on technologies to valorise the waste and possibly recycle. For example, we have developed and patented a technology to mechanically and chemically reclaiming waste foundry sand and recycle it back to the foundry thereby reducing dumping and mining. In another project, we have developed gasifier for high ash garden/agri/forest waste to be used for thermal applications.

Research Areas
Sub Areas
- waste management and reaction engineering
- Reaction Engineering